
螺絲機械牙精密解析:螺紋等級 2A / 3A 與 55°、60° 牙型角度的關鍵差異
- 翰君 陳
- 3月11日
- 讀畢需時 4 分鐘

很多人在選螺絲時,最先注意的是尺寸、材質或頭型。但在工業設備與精密機構中,真正影響配合品質與使用壽命的,往往是更細的技術細節:
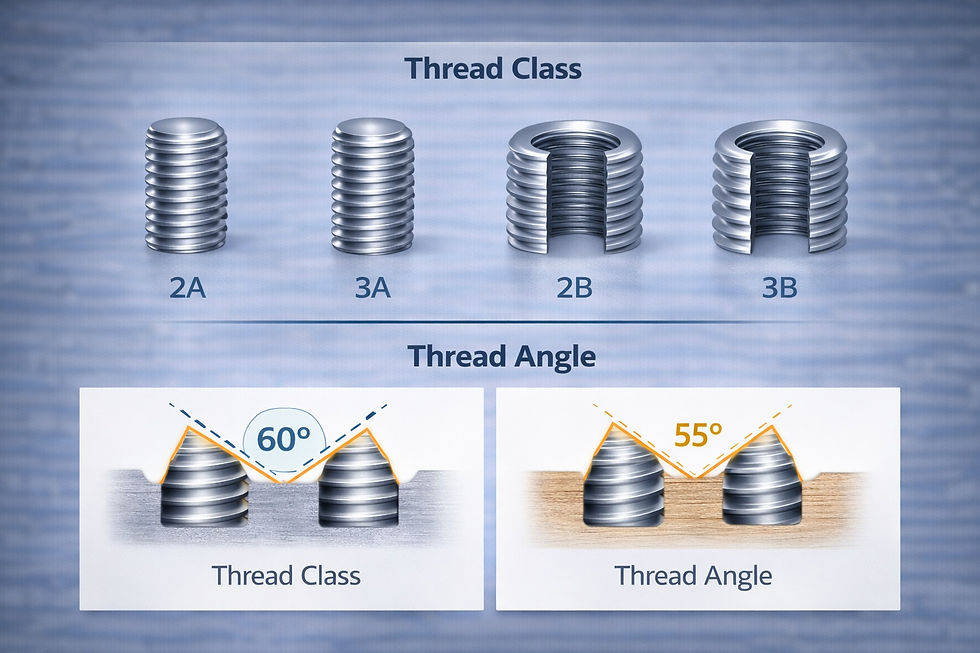
螺紋等級(Thread Class)
牙型角度(Thread Angle)
這些參數決定了螺絲與螺紋孔之間的配合精度、間隙大小,以及在震動或負載下的穩定程度。
在一般產品中,只要螺絲能鎖進去就可以使用;但在車用設備、精密機械或高負載設備中,螺紋配合如果不夠精確,就很容易出現鬆動、滑牙或組裝困難的問題。
因此,了解螺紋等級與牙型角度,是理解機械牙的重要基礎。
---
一、什麼是螺紋等級(Thread Class)?
螺紋等級指的是螺紋的公差與配合精度。
在美制 Unified 螺紋系統中,螺紋會用數字與字母表示其精度等級。
其中:
A 代表外牙(螺絲)
B 代表內牙(螺帽或攻牙孔)
常見的螺紋配合包括:
外牙 | 內牙 | 說明 |
2A | 2B | 最常見的通用配合 |
3A | 3B | 精密配合 |
數字越大,表示公差越小,配合精度越高。
---
二、螺紋等級配合關係(2A / 2B / 3A / 3B)
在螺紋設計中,外牙與內牙通常會成對使用。
A 代表外牙(螺絲)
B 代表內牙(螺帽或攻牙孔)
常見配合如下:
外牙 | 內牙 | 配合特性 | 常見用途 |
2A | 2B | 留有適當間隙,組裝容易 | 一般機械設備 |
3A | 3B | 公差較小,配合精密 | 精密設備、航太 |
簡單來說:
2A / 2B → 通用工業
3A / 3B → 精密設備
螺紋配合精度示意
內牙 (B)
┌───────────┐
3B │ 幾乎無間隙 │
└───────────┘
2B ┌───────────┐
│ 標準間隙 │
└───────────┘
┌───────────┐
3A │ 精密外牙 │
└───────────┘
2A ┌───────────┐
│ 標準外牙 │
└───────────┘
這個示意圖可以簡單理解為:
3A / 3B → 配合非常緊密
2A / 2B → 保留標準組裝間隙
因此大多數工業設備會選擇 2A / 2B,在精度與組裝效率之間取得平衡。
---
三、2A 等級:通用型螺紋
2A 是最常見的螺紋等級。
這種等級的設計重點是:
保留適當配合間隙
組裝容易
容許表面處理(如電鍍)後仍可順利鎖合
因此 2A / 2B 螺紋配合廣泛使用於:
一般機械設備
工業結構件
標準螺絲與螺帽
這類配合在強度與組裝效率之間取得平衡,因此成為最常見的工業標準。
---
四、3A 等級:精密螺紋
3A 等級的螺紋公差更小,配合精度更高。
其特點包括:
螺紋間隙較小
配合更緊密
組裝後幾乎沒有晃動感
這類螺紋通常使用於:
航太零件
高震動設備
精密機械結構
但並不是所有情況都適合使用 3A。
為什麼 3A 螺紋通常不建議電鍍?
由於 3A 公差非常小,如果零件進行電鍍或表面處理,鍍層可能會增加幾微米厚度。
這可能導致:
螺紋間隙不足
組裝困難
螺絲鎖不進去
因此在需要電鍍的螺絲中,多數仍會選擇 2A 等級。
---
五、公制螺紋的公差等級:6g / 6H
前面介紹的 2A / 2B / 3A / 3B,屬於美制 Unified 螺紋系統。
如果是公制螺紋(Metric Thread),則會使用另一套公差表示方式。
例如:
M8 × 1.25 6gM10 × 1.5 6H
其中:
代號 | 說明 |
g | 外牙(螺絲) |
H | 內牙(螺帽或攻牙孔) |
最常見的公制配合為:
外牙 | 內牙 | 說明 |
6g | 6H | 最常見的標準配合 |
公制與美制概念對照
雖然表示方式不同,但概念其實非常接近。
系統 | 外牙 | 內牙 | 說明 |
美制 Unified | 2A | 2B | 通用配合 |
美制 Unified | 3A | 3B | 精密配合 |
公制 Metric | 6g | 6H | 標準配合 |
簡單理解:
2A / 2B ≈ 6g / 6H
因此在多數公制設備中,最常看到的螺紋配合就是 6g / 6H。
---
六、牙型角度:60° 與 55°
除了公差等級之外,螺紋還有另一個重要特性:
牙型角度(Thread Angle)
牙型角度是指螺紋兩側牙面的夾角。
1.60° 牙型角
60° 是目前最常見的螺紋角度。
它使用於:
公制螺紋(Metric Thread)
美制統一螺紋(Unified Thread,UNC / UNF)
其特點包括:
受力分布均勻
強度穩定
標準化程度高
因此成為現代機械牙的主流設計。
2.55° 牙型角
55° 牙型角主要出現在:
英制惠氏螺紋(Whitworth Thread)
其特點包括:
牙頂與牙底通常為圓弧形
早期英國機械設備常見
雖然現在多數設備已改用 60° 系統,但在舊設備或特殊零件中仍然可以看到。
---
七、為什麼 55° 與 60° 不能混用?
55° 與 60° 螺紋在外觀看起來非常接近,但牙型實際上不同。
如果將兩種螺紋硬鎖在一起,可能會出現:
接觸面積不正確
螺紋受力不均
滑牙或卡死
嚴重時甚至會導致螺紋損壞或零件斷裂。
因此在維修或替換零件時,確認螺紋標準與角度非常重要。
---
八、現場常見的螺紋問題案例
在實務維修或設備組裝中,常見的問題包括:
1.電鍍後鎖不進去
有些螺絲在電鍍後會增加幾微米厚度,如果原本設計為精密配合,鍍層就可能導致螺紋間隙不足。因此許多電鍍螺絲會使用 2A 等級。
2.55° 與 60° 螺紋混用
在舊設備維修中,有時會出現:
英制惠氏螺紋與現代螺紋混用。
因為牙型角不同,即使尺寸接近,也會造成:
卡牙
滑牙
螺紋損壞
3.精密螺紋誤用在一般組裝
3A 等級的螺紋配合非常緊密。
如果使用在一般設備中:
組裝會變困難
容錯率降低
成本增加
因此在多數工業設備中,2A / 2B 仍然是最合理的選擇。
---
九、為什麼選擇勝豐精密?
在工業應用中,螺紋問題往往不是尺寸錯誤,而是規格理解不足。
勝豐精密提供各類機械牙零件,並可協助客戶:
確認螺紋標準與規格
判斷適合的螺紋等級
避免 55° 與 60° 螺紋混用
提供穩定的工業用機械牙零件
LINE:@s9000



留言